產品分類
行業新聞
造紙廠紙料配漿過程控制系統的結構與控制設備選型
發布日期:2022-03-22 17:11:58 來源:唐山學院河北省智能裝備數字化設計及過程仿真重點實驗室 作者:王 蕊 瀏覽次數:
【導讀】:制漿是造紙生產過程的第一道工序,其中紙料配漿是將不同性質的漿料按一定比例混合,本文提出一種紙料配漿的比值控制系統,采用混合池液位-流量的串級比值控制方案,保證漿料滿足配比要求并向紙機提供穩定流量的漿液。......
制漿造紙生產的自動控制,傳統上集中在制漿過程的局部簡單儀表和紙機的電氣傳動控制方面,大量的控制內容通過現場人工調整實現,應用范圍十分有限。近年來,隨著電子技術的發展,造紙生產自動化程度不斷提高,設備性能逐步改善,對提高和穩定產品質量,有一定效果。制漿是造紙生產過程的非常好道工序,其中紙料配漿是將不同性質的漿料按一定比例混合,配漿控制的目標是穩定上網箱的漿量,從而達到穩定成紙質量的目的,配漿控制效果的優劣將直接影響產品質量和生產成本。本文提出一種紙料配漿的比值控制系統,采用混合池液位-流量的串級比值控制方案,保證漿料滿足配比要求并向紙機提供穩定流量的漿液[1]。
1控制系統的組成
1.1控制系統結構
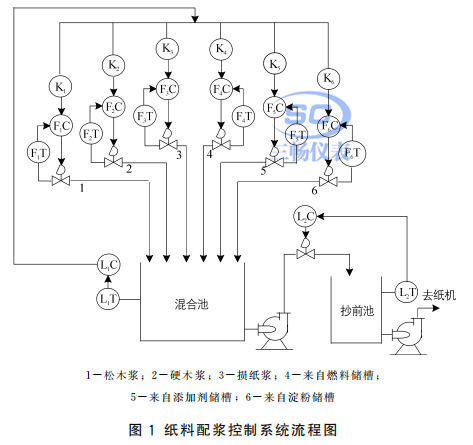
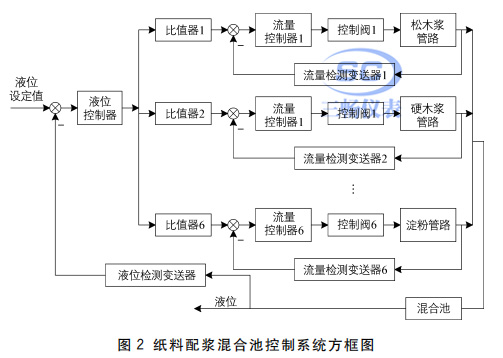
為了滿足紙機需求量的變化,要求維持混合池和抄前池的液位,即當紙機需求量增大或減小時,控制系統必須及時調整各種紙料的流量,使其按預先設置的比例相應增大或減小,以保證混合池和抄前池的液位不變,從而為紙機正常提供漿液。混合池液位的控制采用液位-流量的串級比值控制方案,混合池液位為主控變量,6種紙料流量為副控變量,通過比值控制器實現6種紙料的比例控制。抄前池液位的控制采用單回路控制方案,簡單實用,可以滿足要求。紙料配漿控制系統流程如圖1所示,相應的框圖如圖2所示,其中流量控制包含松木漿管路、硬木漿管路、損紙漿管路、燃料管路、添加劑管路、淀粉管路6個副控制回路[2]。
2、控制設備選型
控制系統所需控制設備包括6個控制閥、1個液位檢測變送器、6個流量檢測變送器、1個液位控制器、6個流量控制器、6個比值控制器。
(1)控制閥選用臺臣閥門有限公司生產的ZXP氣動單座調節閥,流量特性選對數型。該型號調節閥具有結構緊湊、重量輕、動作靈敏、流體通道呈S流線型、壓降損失小、閥容量大、流量特性精確、拆裝方便等優點,廣泛應用于精確控制氣體、液體等介質,特別適用于允許泄漏量小、閥前后壓差不大的場合。
(2)液位檢測變送器選用三暢儀表SC700型靜壓式液位變送器。該型號液位變送器采用擴散硅芯片、防水透氣電纜,內部結構防結露,內置微型信號處理電路,可進行遠程傳輸,具有良好的穩定性和可靠性,廣泛應用于各種水位、液位測量。
(3)流量檢測變送器選用三暢儀表SCLDE型電磁流量計。該型號流量計采用16位嵌入式微處理器,運算速度快、精度高,具有RS-485、RS-232、HART和ModBus等數字通信信號輸出,方便與系統間的通信;維護管理方便,使用壽命長,無流部件,無壓力損失,配合各種襯里材料,可適用于各種酸、堿、鹽濃度及泥漿、礦漿、紙漿等介質的流量測量。
(4)液位控制器和流量控制器均選用NHR-6300系列“傻瓜式”液晶人工智能調節儀。該型號調節儀采用真正的人工智能算式,當啟動自整定功能時,可根據被控對象的特性,自動尋找非常優參數以達到非常佳的控制效果,整個控制過程無需人工整定參數;提供全中文簡化設置菜單,“傻瓜式”操作,可對溫度、壓力、流量、液位、速度等測量信號進行控制[3]。(5)比值控制器選用西安儀表廠生產的IRO5245-1200比值給定器,用以將混合池液位信號按比值器各自給定的比值數進行運算,輸出信號作為其相應的流量控制器的給定值。
3、結語
該控制系統通過對紙料配漿過程控制方案進行整合,運用串級控制結合比值控制組成過程控制系統,當紙機負荷變化時,原料流量隨之調整,既能保證各種原料按比例投放,又能保證抄前池向紙機穩定地提供漿液,解決了人工調整滯后、不精確、勞動強度大等弊端,具有一定的實用價值。
注明:淮安三暢儀表文章均為原創,轉載請標明本文地址//hcwork.cn/
上一篇文章:電接點壓力表參與一例管路恒壓供水控制裝置的恢復
下一篇文章:選擇正確的流量計技術以實現廢水處理系統的最佳性能
相關的產品







與“ "相關的內容

- 在食品加工過程中泵送顆粒是否存在問題2022-03-30
- 確保精細化工行業的安全性和可持續性2022-03-30
- 超聲波流量計在天然氣計量中的應用探析2022-03-30
- 如何測量罐中兩種液體之間的界面2022-03-25
- 工程經理分享水準儀選擇的藝術2022-03-25
- 到2026年,全球質量流量控制器市場將達到102022-03-25