����� 摘 要: 本文對某漂白化學木漿項目在儀表安裝和調試期間所發生的來自設計、安裝、調試及采購等方面問題的解決方法進行了總結,為以后類似項目提供借鑒。
某漂白化學木漿項目在實施過程中,因項目中儀表的設計、采購、安裝和調試問題較多,以致項目在調試階段存在很多問題,開車調試并不順利;經過分析研究將問題逐一解決,項目非常終按時投產。本文通過總結這些問題的解決方法,給漂白化學木漿項目以警示,為以后類似項目提供借鑒。
1 化學漂白木漿項目介紹
(1) 本項目引進國外先進的超級節能間歇蒸煮、無元素氯漂白技術,改造現有的傳統制漿生產系統;即新建備料、蒸煮、洗選、漂白系統,與現有的漿板機和堿回收系統,形成 350 t/d 溶解漿 (漿粕) 生產線。
(2) 本項目幾個區域分別為:備料車間、制漿車間、ClO2 車間、制氧站及軟化水站。自動控制部分主要包含氣動調節閥、開關閥、
壓力變送器、
液位變送器、電磁流量計、
溫度變送器、液位開關、
溫度計、
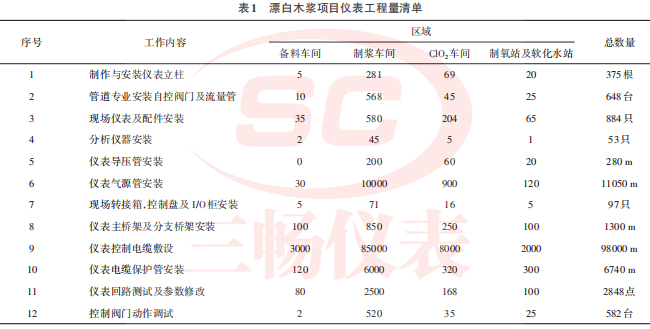
壓力表、各類接近開關、放射性液位計、卡伯分析儀、濃度變送器、pH 分析儀、電導率分析儀及現場控制箱、DCS控制系統和黑馬安全控制系統等。項目主要儀表工程量如表1所示。
(3) 本項目儀表工程特點為:施工區域較廣、施工車間較多。在儀表工程管理和調試人員不足的情況下,通過每個區域分段集中調試方式,保證在調試期間將某一個區域所有問題解決后,再進入下一個區域。
(4) 本項目工程時間安排在 2011 年,具體為:儀表安裝開始時間 5 月 10 日,安裝調試結束時間 10月 1 日,安裝竣工時間 10 月 10 日,投料出產品時間11月1日,工程驗收時間12月20日。
2 工程安裝和調試期間的儀表問題及解決方法
本項目在安裝和調試期間問題較多,包括設計、采購、安裝和開車調試等問題;在設計方面主要有設計選型和圖紙問題;材料采購及到貨方面主要存在供貨商不遵守合同、材料以次充好、實際到貨的設備與合同規格不一樣等問題;在安裝方面主要存在安裝人員不熟悉圖紙、未按規范進行施工,導致安裝問題較多;調試期間主要存在設備選型、信號干擾、控制閥內漏、儀表檢測不準等各方面問題。
2. 1 儀表設計問題及解決方法
在漂白化學木漿項目中因工藝流程較復雜,儀表設備選型時除了需要熟悉工藝的壓力、溫度及介質狀態等工藝條件外,還需要熟悉儀表設備選型資料;另外在閥門選型時需要計算執行機構的力矩、閥門的背壓等技術參數是否滿足現場要求;在設計階段,儀表專業需與設備、管道、土建等各個專業充分溝通,將儀表設計接口和安裝尺寸告知其他專業,可以避免安裝期間因儀表設計接口不到位或者儀表尺寸問題導致無空間安裝。
在此項目中主要存在的設計問題類型和數量統計見圖1,具體如下。
(1) 因設計考慮不周,現場操作不方便,不能滿足生產要求。故除砂器8個手動閥門更改為自動控制閥門;DCS方面相應增加8個DO點和16個DI點,安裝方面需要重新敷設控制電纜和接線,重新調試和組態,影響到工程進度和工程成本。
(2) 因設計階段未考慮到工藝等方面,導致部分壓力檢測點、溫度檢測點的檢測不準或者無法檢測,如噴放線的3臺溫度計未將溫度檢測點設計在噴放鍋旁靠近鍋口位置,導致溫度檢測不準需要重新更換安裝位置。
(3) 部分控制閥門離地面太高,操作維護極其不便,因此需要更改安裝位置;建議在設計初期需要設計人員考慮在滿足工藝條件的情況下,盡量考慮操作維護問題,盡可能設計到操作維護方面的位置。
(4) 部分儀表選型不適合工藝環境,導致儀表故障頻發,檢測不準,無法適用現場要求。如蒸煮鍋料位開關,一般情況選用放射源料位開關,其優點為測量準確、故障少、維護量少。但本項目選用的料位開關為音叉料位計,因木片灰塵較多,料斗進料很短的一段時間內,音叉料位計叉體部分會積累很多細小的木片及灰塵,導致音叉料位計測量出現誤報,故而不能滿足現場測量要求。
(5) 部分控制閥門執行機構未考慮到工藝安全等因素,未選用單作用彈簧復位的執行機構,而是選用了雙作用的執行機構,以致不符合生產要求,需重新采購 12 臺控制閥執行機構。因此在選型時必須熟悉工藝流程,選擇合適的執行機構,才能保證調試期間少出問題。
(6) 制漿項目蒸煮工段,部分黑液介質的閥門在設計選型時選用的是蝶閥,在調試期間,大部分蝶閥閥板變形而內漏,不能滿足工藝要求。按照閥門選型原則,黑液介質需要選用O型球閥或V型球閥。因而本項目蒸煮工段共計更換球閥 18 臺;在更換為 O 型球閥或V型球閥后,閥板變形問題解決。
2. 2 儀表安裝問題及解決方法
在漂白化學漿項目中儀表安裝和調試是工程的重點時期,是保證項目按時完成的重要階段,因此在此時期盡量少出或不出問題是工程順利完成重要保證。在安裝調試期間的主要問題為:
①安裝質量不到位,導致工程返工;
②安裝管理進度較慢,導致工程不能按時完成;
③安裝人員管理不到位,導致安裝人員消極怠工;
④儀表設備到貨較慢或者到貨的配件缺少或不全,影響安裝進度;
⑤調試期間調試人員不足,影響調試進度和工程竣工時間;
⑥因設計選型或圖紙等問題,導致工程返工,影響工程進度等問題。
2. 2. 1 安裝期間主要存在的安裝質量問題
(1) 部分氣源管接頭連接不緊,許多地方存在漏氣現象。
(2) 部分立管等地方電纜保護管安裝極其不整齊,固定不牢固,影響美觀。
(3) 橋架內部電纜鋪設不整齊,極其凌亂,務必一根一根整理。
(4) 部分電磁流量傳感器需要接地,特別是玻璃鋼管道的電磁流量傳感器,除了需要接地外,還需安裝接地環。
(5)部分空氣過濾器是水平安裝,需要直立安裝。
(6) 現場轉接箱所有多芯電纜屏蔽線沒有用熱縮套管,需要用熱縮套管以保證屏蔽線接線整齊美觀。
2. 2. 2 因部分區域強電和弱電共用一橋架,中間并
未使用隔板,導致強電和弱電之間的控制電纜信號干擾,導致信號時有時無而影響到信號的正常檢測,具體情況如下。
(1) 在備料區域視頻監控系統攝像頭離監控主機距離過長,在設計階段未選用光纖通信而是選用視頻電纜,加上備料區域大功率變頻設備較多,當備料區域木片堆場卸料螺旋啟動時,因變頻器啟動時信號干擾過大,導致視頻監控顯示模糊不清。解決方法是加裝視頻信號干擾器,加裝后問題解決。
(2) 在備料區域因電氣和儀表共用一橋架,在施工過程中嚴格按照規范施工,強弱電之間未使用隔板,導致信號干擾,如每次變頻器啟動時,液位信號和流量信號都不同程度的受到信號干擾,改善方法是在機柜室信號進入 I/O卡片之前加裝
信號隔離器,干擾問題解決。
2. 2. 3 放射源設計位置和角度存在問題,導致 3 臺放射源液位計放射源和接收器之間互為干擾,導致液位檢測不準;經重新設計放射源安裝位置和角度后,蒸煮鍋液位檢測恢復正常。建議在設計初期,需熟悉儀器儀表的工作原理后再進行設計。
2. 2. 4 儀表安裝進度管理,本項目制漿區域原計劃于 9 月 11 日完成儀表安裝,9 月 25 日完成單機測試;而實際儀表安裝完成時間為9月20,單機調試完成時間為 9 月 30。安裝和單機調試時間較計劃慢的原因為:①安裝人員偏少及部分安裝人員消極怠工;②安
裝工期緊張,因前期主要為設備和管道安裝,8月初才進入儀表安裝期,從安裝到調試完成不到2個月完成單機調試,時間過于緊張。
解決方法為:此項目在工期緊張及安裝人員偏少的情況下,通過倒排安裝進度計劃和人力安排,非常終在9月30日完成單機調試進入聯動調試。
2. 3 儀表調試問題和解決方法
工程投運前儀表調試至關重要,更是對儀表安裝質量、數量及功能完整性的檢驗。在水運轉前必須完成儀表回路調試、儀表參數設定、控制閥門動作調試以及 DCS 畫面、邏輯連鎖調試。在儀表邏輯調試完成后和水運轉階段前必須配合其他專業完成聯動調試,確認設備動作正確、可靠,機電設備運轉各參數符合設計或產品技術要求。工藝生產人員確認各種動作,邏輯報警滿足生產要求后,開始進行水運轉和試運行調試。儀表調試主要分為儀表單體調試、儀表回路的調試、DCS 系統聯合調試共三個部分。
2. 3. 1 儀表調試前的工作
(1) 儀表單機調試前需要進行氣源管道吹掃工作。吹管原則是先主管后分支,直到氣源無雜質后才能進行調節閥調試。 (2) 儀表調試前需配合工藝管道進行吹掃和清洗工作。在工藝管道清洗前需要打開所有調節閥,為了防止吹掃或者清洗管道時損壞儀表,需要拆除部分工藝管道控制閥和
電磁流量計等并安裝短管替代;在工藝管道上的分析儀器探頭、壓力變送器膜片等儀表檢測點,拆除后需用盲板或者堵頭蓋住。
2. 3. 2 現場儀表及DCS系統調試
主要包含現場儀表回路調試、控制閥門動作調試和各種儀器儀表的參數設置和修改。
(1) 儀表回路調試步驟為:用手操器HART模擬現場儀表傳送模擬變送器信號 (電流信號) 4 mA、 8mA、12 mA、16 mA、20 mA,DCS 顯示 0、25%、50%、75%、100%,并對現場儀表設置相關量程、單 位、阻尼等相關參數。
(2) 控制閥門動作調試:DCS 給出控制閥門25%、50%、75%、100%信號,檢查現場閥門開度是否與DCS開度保持一致。
2. 3. 3 DCS系統調試
對 DCS 控制系統進行調試,包含畫面、報警信號、邏輯連鎖調試及PID參數設置。
2. 3. 4 調試期間問題和解決方法
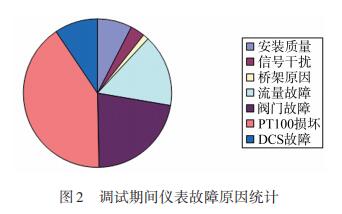
在調試期間,現場儀表主要出現問題如下:①部分電磁流量計在運行過程中無流量,檢查后發現接地線故障或設置方向有問題;②部分控制閥出現內漏,檢查后發現閥門定位器未校準,導致閥門不能關嚴,另外有閥體的確存在內漏情況;③部分儀表未校準,導致測量不準確;④閥體因介質或者本身損壞導致被卡 住 而 無 法 動 作 。 調 試 期 間 儀 表 故 障 原 因 統 計見圖2。
(1) 電磁流量計流量無顯示或者流量波動較大,解決辦法如下:① 按電磁流量計接線圖檢查所有電磁流量計接線是否正確;②檢查電磁流量管的方向與制程要求的管道方向是否一致;③檢查電磁流量管參數的 L值 (低頻儀表系數(LOW MF))、H值 (高頻儀
表系數(HIGH MF)) 并詳細記錄。
(2) 控制閥出現內漏情況,主要原因為:①定位器未校準;②部分閥體的確存在內漏。
(3) 控制閥經常出現被卡或者無法開啟情況,主要原因為:①電磁閥損壞導致閥門無法打開;②閥門無氣源或氣源管破損漏氣;③閥體本身故障導致閥門無法打開;④ 汽缸選型偏小導致閥門無法打開 。
(4) DCS程序故障,導致設備不能正常啟動,影響到正常生產。
(5) 半球閥或者蝶閥閥體方向裝反導致閥門出現內漏。
(6) 儀表質量問題引起的故障,因到貨的PT100為非鎧裝熱電阻,現場振動較大的地方極易出現損壞,在開車調試過程中共計出現65只PT100損壞。
(7) 調試期間因部分管道未嚴格按要求吹管或洗管,導致管道里面一些殘渣進入閥門密封圈里面,對閥體密封造成了一定的損壞,其中蒸煮工段的很多蝶閥出現內漏情況,拆下閥門檢查,發現卡住割管時留下的殘塊,導致閥門密封圈變形至內漏。
(8) 部分儀表量程選型偏小,不能檢測,導致無法滿足要求。如黑液罐的3臺液位變送器設計量程的非常大量程分別為 0~175 kPa、0~275 kPa、0~275 kPa, 3個黑液罐的高度分別為15 m、25 m、25 m;如果介質為水,
雙法蘭液位計量程勉強能滿足要求;但如果介質為黑液,一般黑液密度為1. 3 g/mL以上,因此在非常大量程也已經不能滿足要求。3臺黑液罐的量程選型偏小,無法滿足工藝要求,重新設置量程為 0~1500 kPa后,液位變送器的檢測問題得到解決。因此在設計選型時一定需要搞清工藝參數,才能保證選型不出錯誤。
2. 3. 5 安裝人員安全意識淡薄,在施工過程中未注
意到儀表設備安全防護,導致在安裝過程中出現儀表設備損壞情況,在調試期間儀表不能正常工作。
(1) 經分析發現,在施工過程中一臺壓力變送器毛細管被安裝人員的焊把碰到而損壞。因壓力變送器的毛細管極易損壞,因此在施工過程中需注意周邊環境,對儀表做好防護。
(2) 安裝公司在制作管道支架時,不慎將蒸煮鍋中部循環壓力變送器PT-21124的毛細管燒壞。
2. 3. 6 在調試期間DCS出現的故障情況
(1) 備料區域程序修改較多,同一故障多次出現,主要原因為 METSO DCS 編程人員對一些邏輯程序不太熟悉,以致對有些邏輯功能理解不夠,導致反復出現修改程序的情況。
(2) 制漿區域因黑馬系統圖紙錯誤,導致所有進黑馬系統的信號接到 DCS I/O 柜上,以致重新接線,花費了很多時間及精力進行調試。美卓公司黑馬系統的安全控制系統簡稱 SIS,是冗余 HIMA PLC,制漿項目非常好使用 SIS 系統或 SRS 系統。對于 SIS 安全系統的要求,控制電纜從現場敷設到 SIS 和 DCS 系統時,需要分開敷設,不能共用一根多芯電纜。
(3) 因部分儀表為三線制儀表,但 I/O 卡片為二線制,所以要對信號進行轉換,做法為在進 I/O卡片前加隔離器或繼電器。
(4) 因部分開關閥門的電磁閥線圈為4. 5 W,但DCS卡片的非常大帶動功率為3 W,所以需在DCS卡片前添加繼電器。
(5)在儀表回路測試期間,DCS出現保險絲燒毀、繼電器損壞及 I/O卡片損壞情況較為常見。主要原因是在調試期間因現場儀表電纜接線還未完成,I/O卡片就已經進行通電,再加上端子排未斷開,導致保險絲及I/O卡片損壞較多,特別是AI卡片損壞較多。
2. 4 儀表采購合同問題和解決方法
化學漂白木漿項目中儀表采購合同方面主要存在問題:
①部分供貨商不嚴格按合同要求供貨,設備到貨數量與合同數量不一樣,數量較合同量偏少;
②部分到貨儀表型號與合同所寫型號不一樣,如控制閥閥體壓力等級較合同所寫的偏小以及部分變送器未按合同要求附帶HART功能;
③部分儀表到貨設備存在質量問題。如合同要求鎧裝熱電阻,實際到貨并非鎧裝;其次部分閥門在開車調試過程中閥體內漏、執行機構漏氣等質量問題。
2. 4. 1 閥門到貨驗收過程中發現部分閥門型號與合同所寫型號不一致。
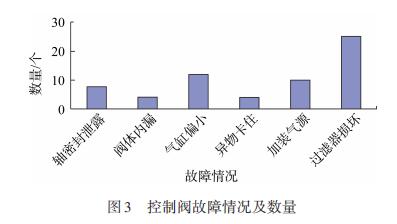
2. 4. 2 在采購階段選擇控制閥的品牌和質量很重要,有些國產品牌的閥門可靠性很難保證、故障多且影響生產運行。控制閥的故障情況及數量見圖3。具體如下:
(1) 閥體軸密封處存在泄漏情況。
(2) 閥體出現內漏情況。
(3) 閥門氣缸等級偏小,以致閥門無法打開。
(4) 單作用彈簧開氣缸因彈簧形變量不夠,導致閥門無法打開。
2. 4. 3 采購問題和解決方法
(1) 需對供應商建立懲罰機制和建立檔案,每年進行一次評分,對于重復出現問題的供應商,建議不再進入公司采購部門的名單中。
(2) 根據經驗,為防止在安裝調試期間的現場儀表的損壞和丟失,應在采購合同中預定 10%~20% 的備用。
(3) 根據本項目中有些國產閥門出現的問題較多,建議以后類似制漿項目在蒸煮或漂白工段重要位置上,盡量選用質量可靠、成熟的進口品牌的控制閥。
3 結 論
做好 EPC (設計-采購-施工) 漂白化學木漿項目,在項目初期需要進行儀表整體策劃,編制設計、采購、安裝、調試進度計劃;在采購階段,設計人員需熟悉工藝流程和各種儀表、閥門選型參數;在安裝階段現場工程師需深入安裝現場,熟悉圖紙,了解各種儀表、自控閥門和分析儀器的工作原理和安裝要點以及與各個專業密切配合;調試期間,現場工程師需要熟悉控制系統邏輯連鎖和各種儀器儀表原理。另外在項目的整個過程需要重視質量管理和質量控制兩個方面,在工程項目管理中,質量保證能確保項目質量目標非常終達到要求,質量控制能糾正項目執行過程中的質量偏差,防止項目在實施過程中偏離既定的質量目標,只有這樣才能將項目做非常好。
本項目在實施過程中,因設計、采購、安裝和調試問題較多,以致項目在調試階段問題不斷,開車調試不順利;但經過整改,在調試期間逐步將問題解決,項目非常終按時投產,在此通過化學漂白木漿項目所遇到的儀表設計、安裝、調試及采購問題,并通過總結這些問題的解決方法,給化學漂白木漿項目以參考,為以后的類似項目提供借鑒。